◇ 入荷 ◇









芯間:2000mm階級の汎用旋盤は
久しぶりの整備となります。
(半年前に芯間:
1500mmの整備を行いましたが、
9尺超えは大きいですね~)
所見としては・・・
ベッド部の大きな傷みはないと
思われる。
刃物台(裏側)において
磨耗している場合は
キサゲの再加工を施す予定です。
基本的に分解とクリーニングを繰り返し行い、 ベッド部が磨耗していないか?の診断が 必要になると思います。
電装関係も現時点で
老朽しているようには思えない。
といったところです。
久しぶりの整備となります。
(半年前に芯間:
1500mmの整備を行いましたが、
9尺超えは大きいですね~)
所見としては・・・
ベッド部の大きな傷みはないと
思われる。
刃物台(裏側)において
磨耗している場合は
キサゲの再加工を施す予定です。
基本的に分解とクリーニングを繰り返し行い、 ベッド部が磨耗していないか?の診断が 必要になると思います。
電装関係も現時点で
老朽しているようには思えない。
といったところです。
◇ 分解 ◇



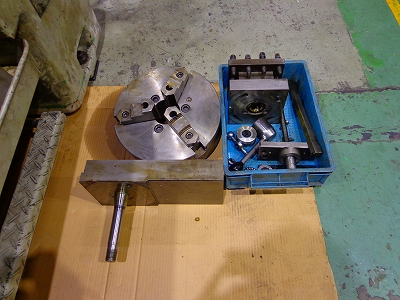



各パーツの重量が大きいため、
天井クレーンで
慎重にセンター・刃物台・チャック等を
取り外していき、分解を行います。
ボールねじ・チャック取り付け面等に
も汚れが付くものですから、 弊社ではこれら全てを分解していきます。
ギアボックス内のギアには
グリスが付いてありましたが、 経年劣化したグリスが凝固したりしますので、
一度全てを除去していきます。
部品の分解も重要な作業です。
天井クレーンで
慎重にセンター・刃物台・チャック等を
取り外していき、分解を行います。
ボールねじ・チャック取り付け面等に
も汚れが付くものですから、 弊社ではこれら全てを分解していきます。
ギアボックス内のギアには
グリスが付いてありましたが、 経年劣化したグリスが凝固したりしますので、
一度全てを除去していきます。
部品の分解も重要な作業です。
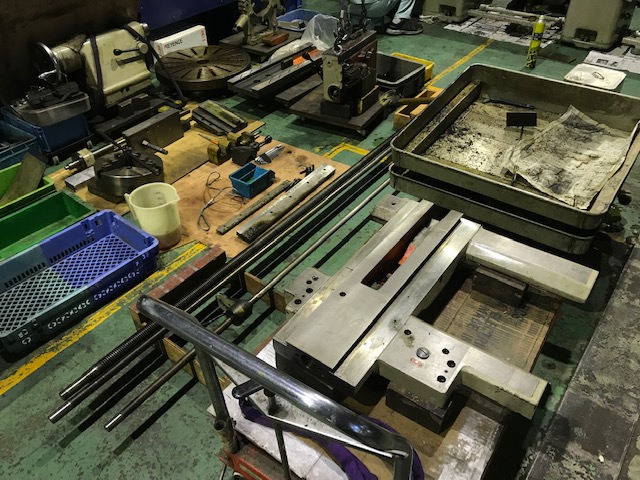
◇ 清掃 ◇







以前、ご使用されていたお客様の
切削粉・油等の除去を全体的に
行いました。
塗装は特に、剥がれ落ちてないので、
再塗装は不要だと思います。
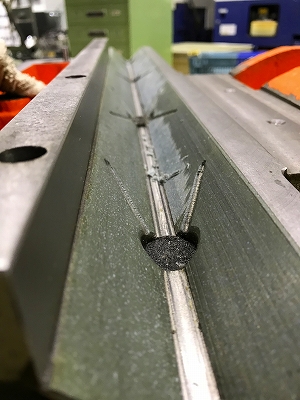
刃物台(裏側)の確認をしましたが、
磨耗しておりましたので、
キサゲ加工を行います。
次工程もぜひ、ご覧下さい。
切削粉・油等の除去を全体的に
行いました。
塗装は特に、剥がれ落ちてないので、
再塗装は不要だと思います。
刃物台(裏側)の確認をしましたが、
磨耗しておりましたので、
キサゲ加工を行います。
次工程もぜひ、ご覧下さい。
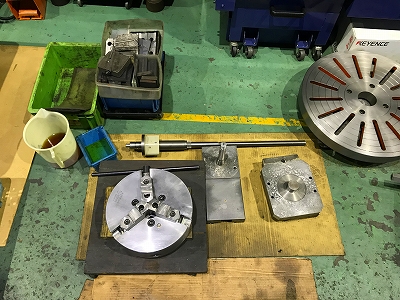
◇ 清掃・組立 ◇






よく、「綺麗な機械だね~」
「塗装までしてるんだ~」といった
お声を頂戴いたしますが、
一番にご注目いただきたいのは メカ的なコンディションアップ技術でございます。 汎用機における摺動面は最重要箇所といえます。
キサゲ加工はミクロン単位の作業になり、 なおかつ組み付けまで、
調整を繰り返すため、
他工程よりも時間を要します。
塗装においても多くの工程があり、
クリーニングで言えば、
担当整備士が診断を行いながら
(新規部品への交換が必要か?
修繕が必要か?といった)
進めていくので、
時間を要しますが・・・
キサゲは特に根気のいる作業ですね~。
「塗装までしてるんだ~」といった
お声を頂戴いたしますが、
一番にご注目いただきたいのは メカ的なコンディションアップ技術でございます。 汎用機における摺動面は最重要箇所といえます。
キサゲ加工はミクロン単位の作業になり、 なおかつ組み付けまで、
調整を繰り返すため、
他工程よりも時間を要します。
塗装においても多くの工程があり、
クリーニングで言えば、
担当整備士が診断を行いながら
(新規部品への交換が必要か?
修繕が必要か?といった)
進めていくので、
時間を要しますが・・・
キサゲは特に根気のいる作業ですね~。
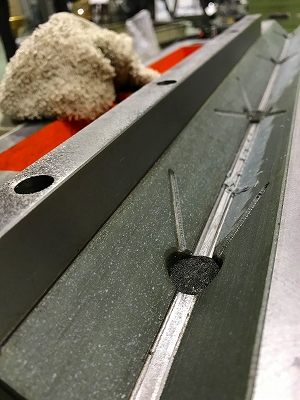
◇ 完成 ◇









動作確認・精度確認をしていきます。
テストバーをつけ平行度の確認をします。 芯間が2mもあるとよじれ等が発生します。
レベルは水準器・テストカットの切削状況の上で出しています。
アルミφ90 52mm切削したところ根元を基準として先端が0.03細い。 切削した材料にダイヤルゲージを当て主軸を振り 切削→測定→調整→切削→測定を繰返し行い根元と先端で0.00になったところで終了です。
各回転数の確認をしたところ異音が目立つような箇所はありませんでした。
テストカットの動画もございますので、
動画も併せてご確認くださいませ。
⇒https://youtu.be/1cItMJUDB6Y
試運転のご予約を承ります。
お電話お問合せください。
テストバーをつけ平行度の確認をします。 芯間が2mもあるとよじれ等が発生します。
レベルは水準器・テストカットの切削状況の上で出しています。
アルミφ90 52mm切削したところ根元を基準として先端が0.03細い。 切削した材料にダイヤルゲージを当て主軸を振り 切削→測定→調整→切削→測定を繰返し行い根元と先端で0.00になったところで終了です。
各回転数の確認をしたところ異音が目立つような箇所はありませんでした。
テストカットの動画もございますので、
動画も併せてご確認くださいませ。
⇒https://youtu.be/1cItMJUDB6Y
試運転のご予約を承ります。
お電話お問合せください。